
Paint Volume Solids Instrument (PVS1™)
Product Summary
“Accurately predict dry film build using measured paint volume solids data and hit your target film build from the commencement of every production run.”
The Paint Volume Solids Instrument is a compact and robust portable instrument designed for operation in industrial and laboratory environments. It measures paint volume solid content so that the wet paint film thickness can be directly and reliably translated into the equivalent dry film thickness. Data from PVS1™ is used by the Wet Film Monitor WFM1™ to accurately predict dry film thickness well before you commence painting.
The system allows rapid and simple precise determination of paint volume solids. A small drop of paint taken from the drum, paint tray, spray head, coating or pick-up roll is analyzed quickly with high precision. Results are stored for future reference, statistical analysis and reporting.
PRINCIPLE OF OPERATION
The instrument precisely measures and compares the volumes of a paint sample before and after curing. After measurement of the wet volume, solvents are driven out by an oven cure cycle that targets the same degree of cure as on your paintline. Optionally, the instrument can be tailored to simulate any industrial curing or drying mechanism or sequence. Once cured, the dry volume is measured. Simply put, PVS1™ measures the volume change that occurs in the transformation from a wet paint film to fully cured paint film.
Only a drop of paint is required. Measurement is by non-contact laser sensors to an accuracy of better than 0.5 percent. Sophisticated algorithms convert sensor measurements into actual paint volume data. The analysis sequence is automatically controlled resulting in assured quality with minimal operator training. Measurements are as simple as inserting the sample into the instrument and initiating the measurement and analysis cycle with the press of a button.
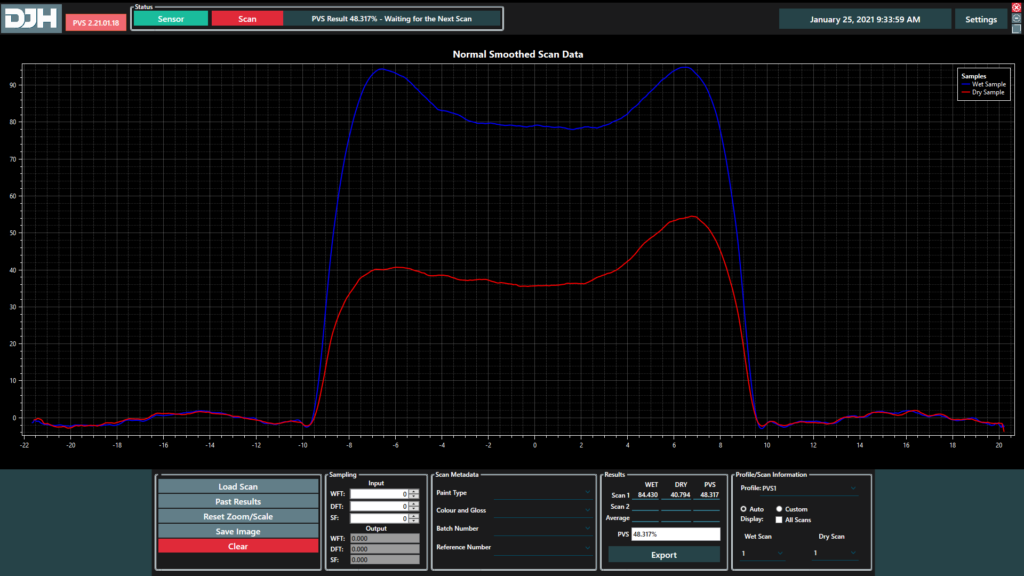
PVS1 uses a fundamental approach involving measurement of the wet and the cured film of the same paint sample. Figure above shows a typical scan of a wet and a dry film sample.
The PVS1 method comprises the following steps:
1. Apply a drop of paint to the precisely engineered substrate that is about the size of a microscope slide
2. Spread the drop into a narrow film using a special draw down tool
3. Load the paint onto the sample holder; this is scanned before and after curing in the convection/IR oven
Whilst simple in principle, high precision mechanisms and innovative software are used to achieve consistency and accuracy. Samples need to be prepared quickly to minimize solvent evaporation prior to measurement of the wet film. Mastering the procedure is accomplished quickly as evidenced by consistent results between different operators after as little as one hour of training and practice.
COMPARISON WITH TRADITIONAL METHODS
ASTM, ISO and AS (Australian Standard) methods for paint volume solids measurement have three significant drawbacks compared to DJH Designs PVS1 as follows:
1. They do not cure the paint having an oven temperature in the order of 130 degrees centigrade. For this reason, the results are not directly comparable to coil paint line conditions.
2. These methods are complex and labour intensive, involving many measurements and calculations with considerable human intervention. Measurements include weighing samples to a high degree of precision both in air and immersed in water (to calculate the volume of the dry paint sample). Advanced knowledge of the density of solvents is required and skilled laboratory technicians are needed to carry out the method. Given all the steps and the subjectivity involved, results may be inaccurate and inconsistent from one lab to another, as we have seen in the trials reported here.
3. Furthermore, one test takes two hours to complete. Two tests are needed per sample and the results are then averaged; hence 4 hours is needed per paint sample.
PVS1 is the only device IN THE WORLD that performs an actual Volume Solids Test producing a true Volume Solids Result.
(Studies show that ASTM and ISO test methods are not a true volume solids test. Refer to additional product information below.)
THE PVS1 EVALUATION TRIALS
Industrial scale trials of DJH Designs PVS1 have focused on:
-Comparison of PVS1 results with those from ASTM and ISO standard tests,
-Consistency of PVS measurements using PVS1, and
-PVS1data correlation to paint-line usage and dry film thickness prediction for selected large volume paints.
The trials were undertaken in cooperation with 8 multi-national paint manufacturers and coil coaters. PVS1 was used to test a selection of the paints, and they were also tested independently. The results from three of these trials are reported here and summarized as follows:
Trial 1 – Trial of 7 high volume paints comparing line usage to predictions based on data from the DJH PVS1 and two independent labs using the ASTM method
The test procedures and conditions for ISO (and the ASTM) differ significantly compared with PVS1 test conditions. Unlike the ISO method, PVS1 has a short cure cycle and achieves a peak temperature of the paint that is equivalent to the on line cure temperature, that is, above the paints cross-linking temperature. These differences in curing conditions are significant and are sufficient to explain the difference seen between PVS1 and ISO or ASTM PVS results.
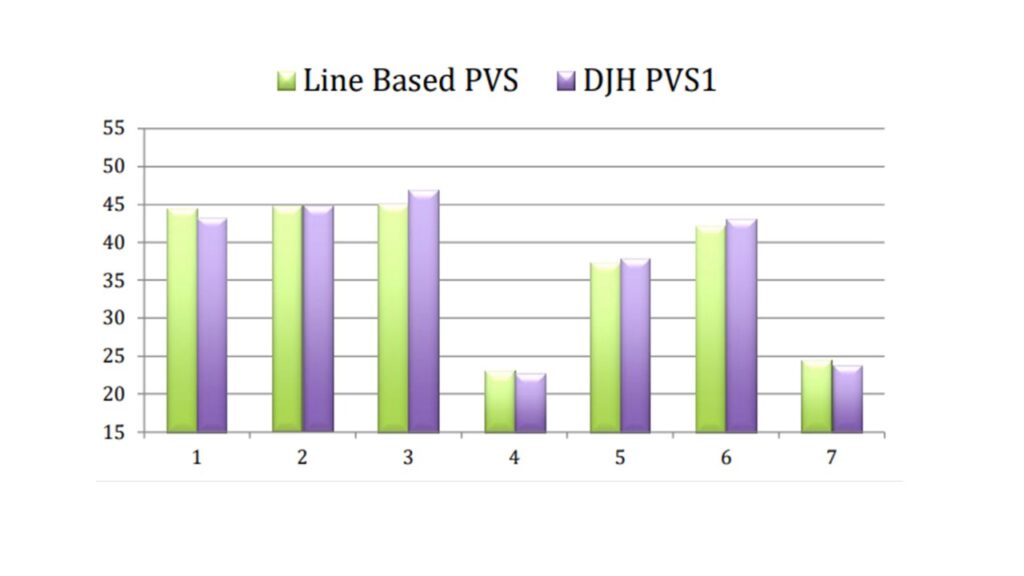
The average absolute error in predicting paint cover (or paint volume needed) across the seven paints was 7.4% and 10.5% for labs 1 and 2 respectively and 1.9% for PVS1.
Trial 2 – Trial of 4 paints comparing DJH PVS1 results with two independent labs using the ISO method. One of the paints was tested 13 times to compare consistency of results
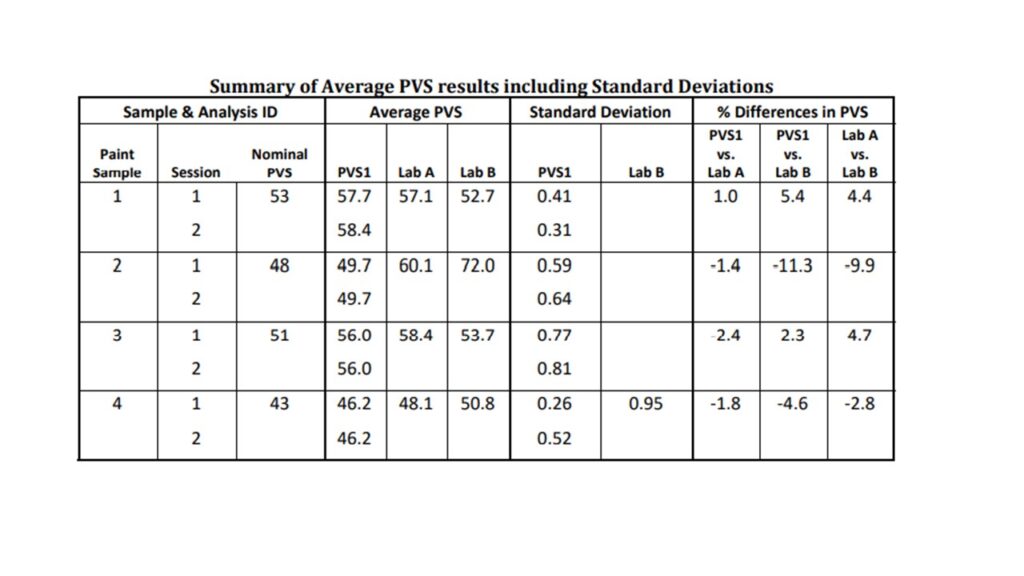
Comparing results from the tests conducted 1 week apart (session 1 vs. session 2) showed that the PVS1 data was consistent.
Trial 3 – A line trial of 5 paints in which PVS1 was used to predict dry film build based on wet film build measurement.
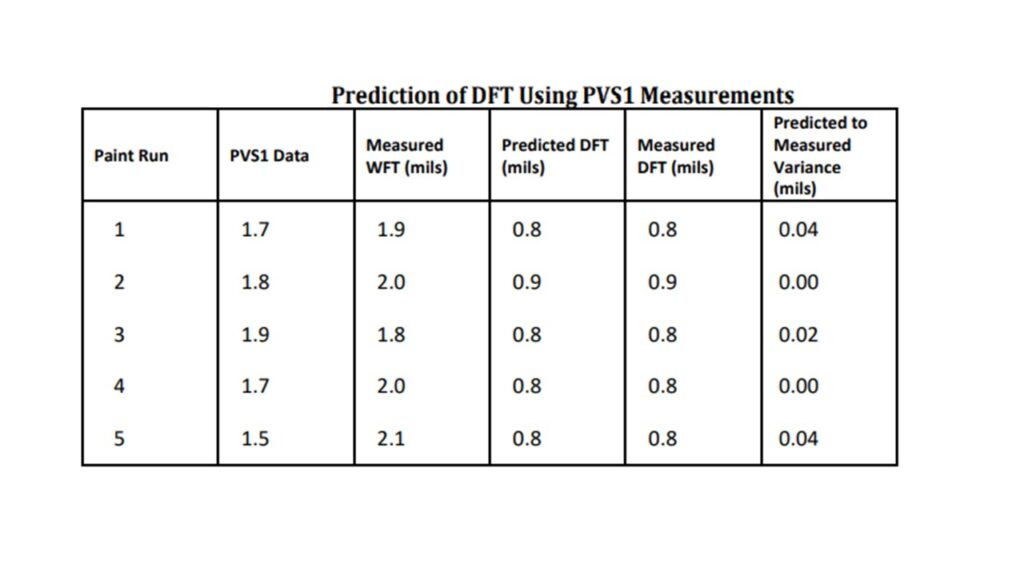
Whilst the results of this trial are impressive, the capability has been confirmed on a customer’s high-capacity coil coating line in the USA. Use of PVS1 on this line resulted in an immediate improvement in film thickness management and a payback period of under three months.
KEY FEATURES
DIMESIONS
-PVS1 Measurements: 230mm wide X 410mm deep X 340mm high
-Machine Weight: 15kg
-Power: 240V or 110V 50/60 Hz AC, 10 Amps.
-Measurement Accuracy: +/- 0.5%
-Measurement Reproducibility: +/- 1%